
Page 2 - Tube Tool Catalogue
P. 2
Basic Principles of Tube Expanding
Tube Expanding is the art of reducing a tube wall by compressing the O.D. of the tube against a fixed container
such as rolling tubes into tube sheets, drums, ferrules or flanges. To assure a proper tube joint, the tube wall
must be reduced by a pre-determined percentage. The following chart can be used for determining the correct
tube wall reduction.
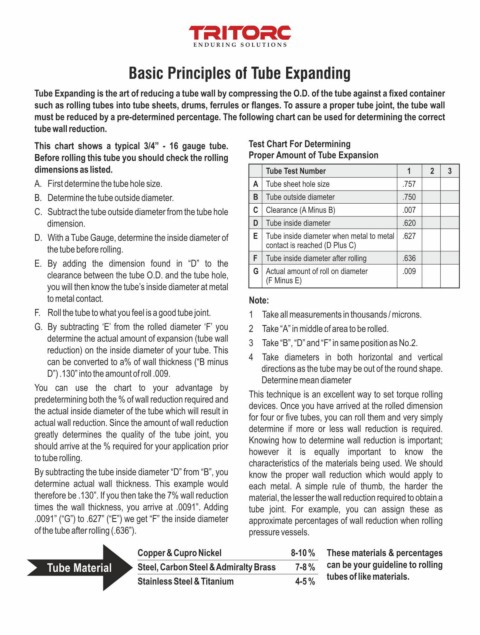
This chart shows a typical 3/4” - 16 gauge tube. Test Chart For Determining
Before rolling this tube you should check the rolling Proper Amount of Tube Expansion
dimensions as listed. Tube Test Number 1 2 3
A. First determine the tube hole size. A Tube sheet hole size .757
B. Determine the tube outside diameter. B Tube outside diameter .750
C. Subtract the tube outside diameter from the tube hole C Clearance (A Minus B) .007
dimension. D Tube inside diameter .620
D. With a Tube Gauge, determine the inside diameter of E Tube inside diameter when metal to metal .627
the tube before rolling. contact is reached (D Plus C)
F Tube inside diameter after rolling .636
E. By adding the dimension found in “D” to the
G Actual amount of roll on diameter .009
clearance between the tube O.D. and the tube hole,
(F Minus E)
you will then know the tube’s inside diameter at metal
to metal contact. Note:
F. Roll the tube to what you feel is a good tube joint. 1 Take all measurements in thousands / microns.
G. By subtracting ‘E’ from the rolled diameter ‘F’ you 2 Take “A” in middle of area to be rolled.
determine the actual amount of expansion (tube wall
3 Take “B”, “D” and “F” in same position as No.2.
reduction) on the inside diameter of your tube. This
4 Take diameters in both horizontal and vertical
can be converted to a% of wall thickness (“B minus
directions as the tube may be out of the round shape.
D”) .130” into the amount of roll .009.
Determine mean diameter
You can use the chart to your advantage by
This technique is an excellent way to set torque rolling
predetermining both the % of wall reduction required and
the actual inside diameter of the tube which will result in devices. Once you have arrived at the rolled dimension
for four or five tubes, you can roll them and very simply
actual wall reduction. Since the amount of wall reduction
determine if more or less wall reduction is required.
greatly determines the quality of the tube joint, you
Knowing how to determine wall reduction is important;
should arrive at the % required for your application prior
however it is equally important to know the
to tube rolling.
characteristics of the materials being used. We should
By subtracting the tube inside diameter “D” from “B”, you know the proper wall reduction which would apply to
determine actual wall thickness. This example would each metal. A simple rule of thumb, the harder the
therefore be .130”. If you then take the 7% wall reduction material, the lesser the wall reduction required to obtain a
times the wall thickness, you arrive at .0091”. Adding tube joint. For example, you can assign these as
.0091” (“G”) to .627” (“E”) we get “F” the inside diameter approximate percentages of wall reduction when rolling
of the tube after rolling (.636”). pressure vessels.
Copper & Cupro Nickel 8-10 % These materials & percentages
Tube Material Steel, Carbon Steel & Admiralty Brass 7-8 % can be your guideline to rolling
tubes of like materials.
Stainless Steel & Titanium 4-5 %